ਫਾਸਟਨਰ ਆਮ ਬੁਨਿਆਦੀ ਹਿੱਸਿਆਂ ਨਾਲ ਸਬੰਧਤ ਹਨ, ਜਿਨ੍ਹਾਂ ਨੂੰ ਆਮ ਤੌਰ 'ਤੇ "ਸਟੈਂਡਰਡ ਪਾਰਟਸ" ਵੀ ਕਿਹਾ ਜਾਂਦਾ ਹੈ।ਉੱਚ ਤਾਕਤ ਅਤੇ ਸ਼ੁੱਧਤਾ ਵਾਲੇ ਕੁਝ ਫਾਸਟਨਰਾਂ ਲਈ, ਸਤ੍ਹਾ ਦਾ ਇਲਾਜ ਥਰਮਲ ਇਲਾਜ ਨਾਲੋਂ ਵੀ ਜ਼ਿਆਦਾ ਮਹੱਤਵਪੂਰਨ ਹੈ।ਮਕੈਨੀਕਲ ਸਾਜ਼ੋ-ਸਾਮਾਨ ਦੀ ਇੱਕ ਵੱਡੀ ਗਿਣਤੀ ਵਿੱਚ ਵਰਤੇ ਗਏ ਸਾਰੇ ਕਿਸਮ ਦੇ ਫਾਸਟਨਰ, ਲਗਭਗ ਸਾਰੇ ਨੂੰ ਸਤਹ ਦੇ ਇਲਾਜ ਤੋਂ ਬਾਅਦ ਇਕੱਠੇ ਕੀਤੇ ਜਾਣ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ, ਕ੍ਰਮ ਵਿੱਚ ਐਂਟੀਕੋਰੋਜ਼ਨ, ਸਜਾਵਟ, ਪਹਿਨਣ ਦੇ ਪ੍ਰਤੀਰੋਧ ਨੂੰ ਪ੍ਰਾਪਤ ਕਰਨ, ਰਗੜ ਗੁਣਾਂਕ ਅਤੇ ਹੋਰ ਪ੍ਰਭਾਵਾਂ ਨੂੰ ਘਟਾਉਣ ਲਈ, ਅਤੇ ਅਕਾਰਗਨਿਕ ਸਤਹ ਦਾ ਇਲਾਜ ਇਲੈਕਟ੍ਰੋਗਲਵੈਨਾਈਜ਼ਿੰਗ ਅਤੇ ਗਰਮ ਗੈਲਵਨਾਈਜ਼ਿੰਗ ਹੈ. ਇੱਕ ਕੈਥੋਡਿਕ ਸੁਰੱਖਿਆ ਪਰਤ ਤਕਨਾਲੋਜੀ.
ਇਲੈਕਟ੍ਰੋਗਲਵੈਨਾਈਜ਼ਿੰਗ ਸਟੀਲ ਫਾਸਟਨਰ ਉਤਪਾਦਾਂ ਦਾ ਸਿਧਾਂਤ ਇਲੈਕਟ੍ਰੋਲਾਈਸਿਸ ਦੀ ਵਰਤੋਂ ਹੈ, ਵਰਕਪੀਸ ਦੀ ਸਤਹ 'ਤੇ ਇਕਸਾਰ, ਸੰਘਣੀ, ਚੰਗੀ ਤਰ੍ਹਾਂ ਸੰਯੁਕਤ ਧਾਤੂ ਜਾਂ ਮਿਸ਼ਰਤ ਮਿਸ਼ਰਣ ਜਮ੍ਹਾ ਕਰਨ ਵਾਲੀ ਪਰਤ ਦਾ ਗਠਨ, ਸਟੀਲ ਦੀ ਸਤਹ 'ਤੇ ਕੋਟਿੰਗ ਦੀ ਇੱਕ ਪਰਤ ਦਾ ਗਠਨ, ਕ੍ਰਮ ਵਿੱਚ. ਸਟੀਲ ਖੋਰ ਪ੍ਰਕਿਰਿਆ ਦੀ ਸੁਰੱਖਿਆ ਨੂੰ ਪ੍ਰਾਪਤ.ਇਸਲਈ, ਇਲੈਕਟ੍ਰੋਗੈਲਵੇਨਾਈਜ਼ਡ ਕੋਟਿੰਗ ਕਰੰਟ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹੋਏ ਸਕਾਰਾਤਮਕ ਇਲੈਕਟ੍ਰੋਡ ਤੋਂ ਨੈਗੇਟਿਵ ਇਲੈਕਟ੍ਰੋਡ ਤੱਕ ਇੱਕ ਦਿਸ਼ਾਤਮਕ ਗਤੀ ਹੈ।ਇਲੈਕਟ੍ਰੋਲਾਈਟ ਵਿੱਚ Zn2+ ਇੱਕ ਗੈਲਵੇਨਾਈਜ਼ਡ ਪਰਤ ਬਣਾਉਣ ਦੀ ਸਮਰੱਥਾ ਦੀ ਕਿਰਿਆ ਦੇ ਤਹਿਤ ਸਬਸਟਰੇਟ ਉੱਤੇ ਨਿਊਕਲੀਏਟਿਡ, ਵਧਿਆ ਅਤੇ ਜਮ੍ਹਾ ਹੁੰਦਾ ਹੈ।ਇਸ ਪ੍ਰਕ੍ਰਿਆ ਵਿੱਚ, ਜ਼ਿੰਕ ਅਤੇ ਆਇਰਨ ਦੇ ਵਿੱਚ ਕੋਈ ਫੈਲਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਨਹੀਂ ਹੁੰਦੀ ਹੈ।ਮਾਈਕਰੋਸਕੋਪਿਕ ਨਿਰੀਖਣ ਤੋਂ, ਇਹ ਇੱਕ ਸ਼ੁੱਧ ਜ਼ਿੰਕ ਪਰਤ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ।ਸੰਖੇਪ ਰੂਪ ਵਿੱਚ, ਗਰਮ ਡੁਬੋਣਾ galvanized ਲੋਹੇ-ਜ਼ਿੰਕ ਮਿਸ਼ਰਤ ਪਰਤ ਅਤੇ ਸ਼ੁੱਧ ਜ਼ਿੰਕ ਪਰਤ, ਅਤੇ galvanized ਸਿਰਫ ਸ਼ੁੱਧ ਜ਼ਿੰਕ ਪਰਤ ਦੀ ਇੱਕ ਪਰਤ, ਇਸ ਲਈ, ਪਰਤ ਤੱਕ ਲੋਹੇ-ਜ਼ਿੰਕ ਮਿਸ਼ਰਤ ਪਰਤ ਦੇ ਨਾਲ ਮੁੱਖ ਤੌਰ 'ਤੇ ਪਰਤ ਢੰਗ ਦੀ ਪਛਾਣ 'ਤੇ ਆਧਾਰਿਤ ਹੈ, ਲਈ ਉਚਿਤ. ਗੈਲਵੇਨਾਈਜ਼ਡ ਫਾਸਟਨਰ, ਸਟੀਲ ਤਾਰ, ਸਟੀਲ ਪਾਈਪ ਅਤੇ ਹੋਰ ਉਤਪਾਦ।ਮੈਟਲੋਗ੍ਰਾਫਿਕ ਵਿਧੀ ਅਤੇ XRD ਵਿਧੀ ਦੀ ਵਰਤੋਂ ਇਲੈਕਟ੍ਰੋਗੈਲਵੈਨਾਈਜ਼ਿੰਗ ਅਤੇ ਗਰਮ ਗੈਲਵੇਨਾਈਜ਼ਿੰਗ ਨੂੰ ਵੱਖ ਕਰਨ ਲਈ, ਅਤੇ ਅਸਫਲਤਾ ਵਿਸ਼ਲੇਸ਼ਣ ਲਈ ਮਾਰਗਦਰਸ਼ਨ ਦੇਣ ਲਈ ਕੋਟਿੰਗ ਦਾ ਪਤਾ ਲਗਾਉਣ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।
ਇਲੈਕਟ੍ਰੋਗਲਵੈਨਾਈਜ਼ਿੰਗ ਅਤੇ ਗਰਮ ਗੈਲਵਨਾਈਜ਼ਿੰਗ ਕੋਟਿੰਗਾਂ ਦੀ ਪਛਾਣ ਕਰਨ ਦੇ ਦੋ ਤਰੀਕੇ ਹਨ।ਇੱਕ ਮੈਟਾਲੋਗ੍ਰਾਫਿਕ ਵਿਧੀ ਹੈ: ਮੈਟਾਲੋਗ੍ਰਾਫਿਕ ਵਿਧੀ ਸਮੱਗਰੀ ਦੀ ਰੇਂਜ ਅਤੇ ਨਮੂਨੇ ਦੇ ਆਕਾਰ ਦੁਆਰਾ ਸੀਮਿਤ ਨਹੀਂ ਹੈ, ਅਤੇ ਸਾਰੇ ਇਲੈਕਟ੍ਰੋਗੈਲਵੈਨਾਈਜ਼ਿੰਗ ਅਤੇ ਗਰਮ ਗੈਲਵਨਾਈਜ਼ਿੰਗ ਉਤਪਾਦਾਂ ਲਈ ਢੁਕਵੀਂ ਹੈ।ਦੂਸਰਾ ਐਕਸ-ਰੇ ਵਿਵਰਣ ਵਿਧੀ ਹੈ: ਹੈਕਸਾਗੋਨਲ ਪਲੇਨ ਵਿੱਚ 5mm ਤੋਂ ਵੱਧ ਪਲੇਟਿੰਗ ਬੋਲਟ ਅਤੇ ਗਿਰੀਦਾਰਾਂ ਦੇ ਵਿਆਸ 'ਤੇ ਲਾਗੂ;ਬਾਹਰੀ ਵਿਆਸ 8mm ਸਟੀਲ ਪਾਈਪ ਸਤਹ ਰੇਡੀਅਨ ਉਤਪਾਦਾਂ ਤੋਂ ਵੱਧ ਹੈ, ਇਹ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਕਿ ਨਮੂਨੇ ਨੂੰ ਘੱਟੋ-ਘੱਟ ਆਕਾਰ 5mm × 5mm ਸਤਹ ਫਲੈਟ ਨਮੂਨੇ, ਅਤੇ ਹਰ ਕਿਸਮ ਦੇ ਕੋਟਿੰਗ ਉਤਪਾਦਾਂ ਵਿੱਚ ਬਣਾਇਆ ਜਾ ਸਕਦਾ ਹੈ।ਪਰਤ ਸਮੱਗਰੀ ≥5% ਪੜਾਅ ਦੇ ਕ੍ਰਿਸਟਲ ਬਣਤਰ ਦੀ ਪੁਸ਼ਟੀ ਕਰ ਸਕਦਾ ਹੈ.ਬਹੁਤ ਮੋਟੇ ਸ਼ੁੱਧ ਜ਼ਿੰਕ ਡਿਪਾਜ਼ਿਟ ਵਾਲੇ ਨਮੂਨੇ ਐਕਸ-ਰੇ ਵਿਭਿੰਨਤਾ ਲਈ ਢੁਕਵੇਂ ਨਹੀਂ ਹਨ।
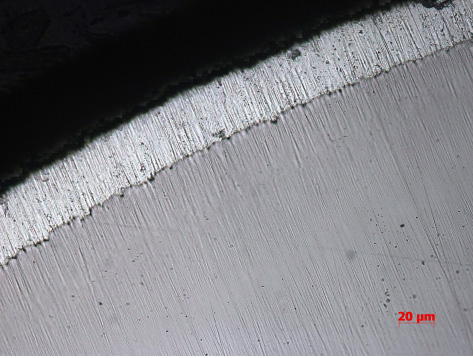
electrogalvanizing

ਗਰਮ ਗੈਲਵੇਨਾਈਜ਼ਿੰਗ ਕੋਟਿੰਗਸ
ਪੋਸਟ ਟਾਈਮ: ਸਤੰਬਰ-15-2022